
吸塑成型机原理吸塑成型又叫热塑成型,这种成型工艺主要是利用真空泵产生的真空吸力将加热软化后的PVC、PET、APTT、PP、PE、PS等热可塑性塑料片材经过模具吸塑成各种形状的真空罩,或贴附着于各种形状产品的表面。吸塑根据片材厚度分为薄片吸塑和厚片吸塑。
目前市面上常见的产品薄片吸塑有:日用品吸塑包装、小五金吸塑包装、汽车用品吸塑包装、电子产品吸塑包装、食品吸塑包装、化妆品吸塑包装、电脑周边设备吸塑包装、玩具吸塑包装、体育用品吸塑包装、文具用品吸塑包装等。
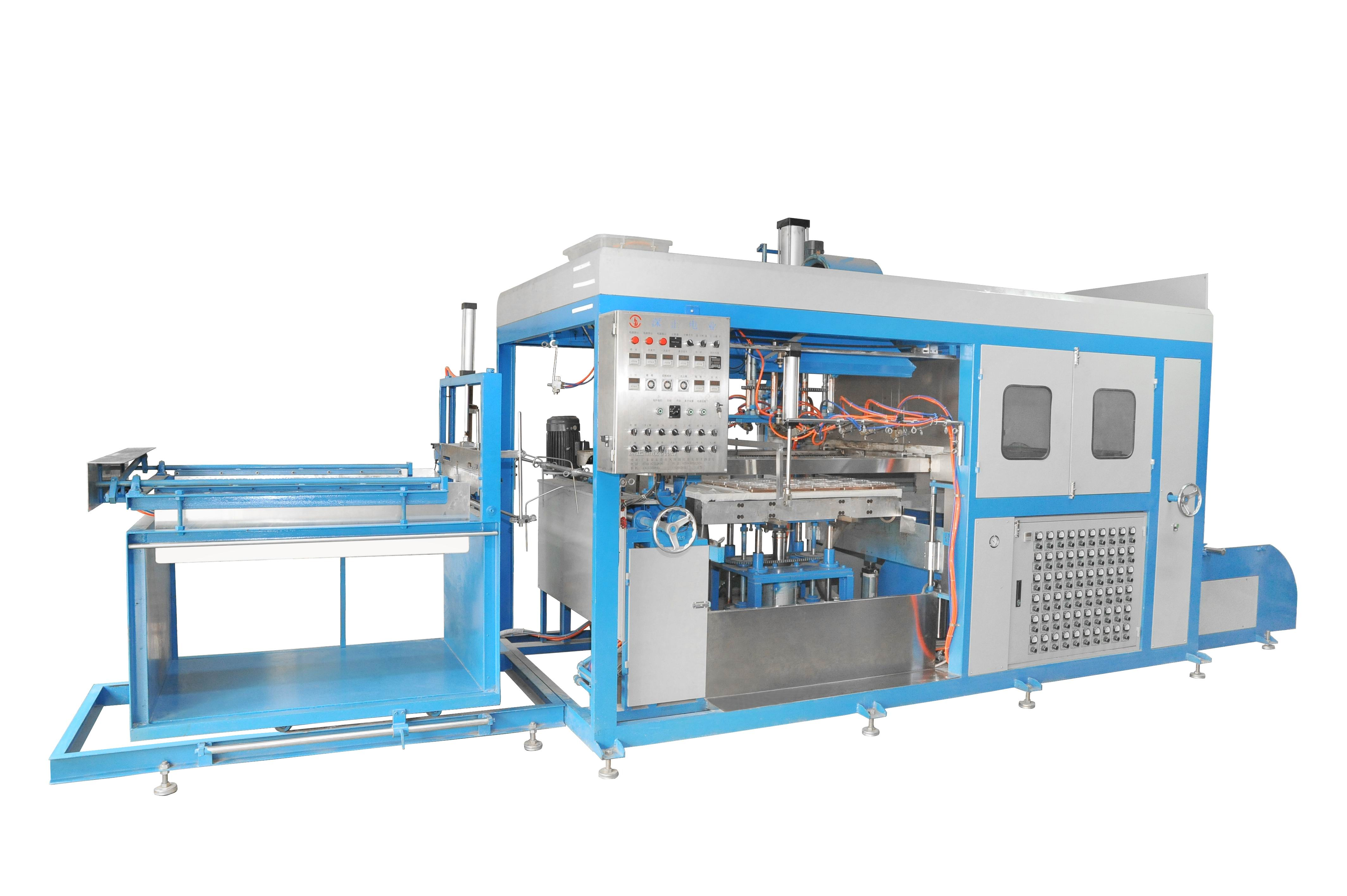
其机器主要构造是由给料、拉料、上下电加热炉、下闸、多功能可调尺寸、下模盘、上模、上闸、刀闸、切片、放片及配以真空装置等构成;以气动装置为主动力源,其拉片、送片采用电动、减速器,时间断电器,中间断电器,行程开关等电器组成全自动控制系统。
而厚片吸塑常见产品有:家用电器内胆外壳、行李箱包、展架配件、装潢、汽车内饰、保险杠、挡泥板、美容器材、灯箱外壳、玩具车壳、工业面板、广告灯箱、吸塑LOGO、卫浴产品、冰箱内胆等等。
吸塑机主要应用
塑料包装行业(吸塑包装、塑胶、电池、玩具、礼品、五金、家电、电子、文具、装饰)
食品包装行业(快餐盒、水果托盘、饼干盒)
医药行业(药丸包装、药片包装)
工业上冷却塔冷却水导流板等
装饰用立体浮雕图案、塑料天花板、壁板、汽车材料、卫生器材等制造行业。
适合生产各种颜色片材:聚乙烯PS、聚氯乙烯PVC、有玻璃、abc、聚甲基丙烯酸甲酯;植绒片材;环保片材APET、PET、PP等;光降解材料;生物降解材料等塑料制品。
吸塑机主要特点
(1)产品规格适应性强用吸塑成型方法可以制造特大,特小,特厚,特薄的各种产品,片材可薄至1-2MM,甚至更薄,产品面积可以达到10㎡,小到几平方毫米,壁厚可达到20mm,小到0.1mm。
(2)制品应用范围广日用品吸塑包装、小五金吸塑包装、汽车用品吸塑包装、电子产品吸塑包装、食品吸塑包装、化妆品吸塑包装、电脑周边设备吸塑包装、玩具吸塑包装、体育用品吸塑包装、文具用品吸塑包装等
(3)设备投资少
(4)模具制造方便,(有石膏模,筒膜,铝膜)
(5)生产效率较高。节省原辅材料、重量轻、运输方便、密封性能好,符合环保绿色包装要求;能包装任何异形产品,装箱无需另加缓冲材料;被包装产品透明可见,外形美观,便于销售,并适合机械化、自动化包装,便于现代化管理、节省人力、提高效率。
热成型常用塑料及性能塑料按其受热行为,可分为热塑性塑料和热固性塑料两大类。用于热成型的材料多属于热塑性料。
用于热成型加工的无论单层或多层复合塑料片(板)材都必须具备下列工艺性能:
1.塑性记忆
2.热拉伸
3.热强度
4.成型温度

吸塑机组成及其作用
一、夹紧设备塑料片材成型时,片材被固定在夹紧装置上。在热成型的通用型和复合型的热成型机上多菜用便于固定各种尺寸片材的夹紧装置。有的是整个成型机配一套夹紧框架。夹紧装置可分为两类:一类是框架式,另一类是分瓣式。框架式夹紧装置由上、下两个框架组成。片材夹在两个框架之间。框架打开时,下框架一般保持固定状态。各种类型单工位成型机上框架的下部直接固定在成型室上。用手装型坯和成品取出的手动和半自动成型机上,当框架尺寸很大时,都装有在框架打开范围内的安全操作装置。对成型滑移性较大的型坯,要求夹紧力能在比较宽的范围内调节,为此,采用两个包胶辊,用弹簧相互压紧,并配有压力调节装置。连续拉片成型机的夹紧是两边拉链与前后闸的共同作用。夹紧装置好采用自动控制,以期动作迅速,可有助于提高制件质量和效率。
二、加热设备热塑性塑料片材和薄膜真空泵塑成型过程,主要工序就是片材加热。电加热的持续时间和质量取决于加热器的结构,辐射表面后温度传热的热惯性,片材与加热器间的距离,辐射能吸收系数,加热器表面的特性以及材料的热物理性能。常用的加热器有电加热器、晶体辐射器和红外线加热器。
三、真空设备真空系统由真空泵、储气罐、阀门、管路以及真空表等组成,在真空成型中采用单独机型真空泵,此种泵的真空度应达到0.07-0.09Mpa以上。储气罐一般是用薄钢板焊接的圆柱形箱体,底是椭圆形的。蓄气罐的容量至少应比大成型室的容量大一半。真空管路上,必须装有适当的阀门,以控制真空窄容量。真空泵的转动功率由成型设备的大小和成型速度决定,较大或成型速度较快的设备常用大至2-4KW的。真空泵中央系统的大小视工厂具体生产和发展的要求而定。
四、压缩空气设备气动系统可由成型机自身带有压缩机、储气罐、车间主管路集、阀门等组成。成型机需要压力为0.4-0.5MPa的压缩空气,各种真空吸塑成型机广泛采用活塞式空气压缩机。也可以用大型的螺旋式空气压缩机整厂供给。压缩空气除大量应于成型外,还有当一部分用于脱模、初制品的外冷却和操纵具框架和运转片材等机件动作的动力。
五、冷却设备为了提高生产效率,真空吸塑成型制品脱模前常需进行冷却。理想的情况是制件与模具接触的内表面和外表面都冷却,而且采用内装冷却盘管的模具。对于非金属模具,如木材、石膏、玻璃纤维增强塑料、环氧树脂等模具,因无法用水冷,可改用风冷,并可另加水雾来冷却真空吸塑成型制件的外表面。生产中若采用自然冷却可以获得退火制件,有利于提高制件的耐冲击性。用水冷却虽然生产效率高,但制件内应力较大。
六、脱模设备脱模是将制品移除模外,通常无论是凹模还是凸模,多数场合是由于制品冷却收缩而贴紧模具,所以通过真空吸引孔或向相反方向吹风使之脱模。尤其对于脱模斜度小的或有凹模的模具,同时使用脱模机构顶撞或震荡脱模,有时在片材上和模具上涂抹脱模剂或模具表层喷涂特氟龙处理。
七、控制设备控制系统一般包括对真空吸塑成型成型、整饰等过程中包括仪器、仪表、管道、阀门各个参数和动作进行控制。控制方式有手动、电气-机械自动控制、电脑控制等,具体选用要根据投资人工费、技术要求、原料费用、生产和维修设备费用等因素综合考虑。






